Soldadura de envases
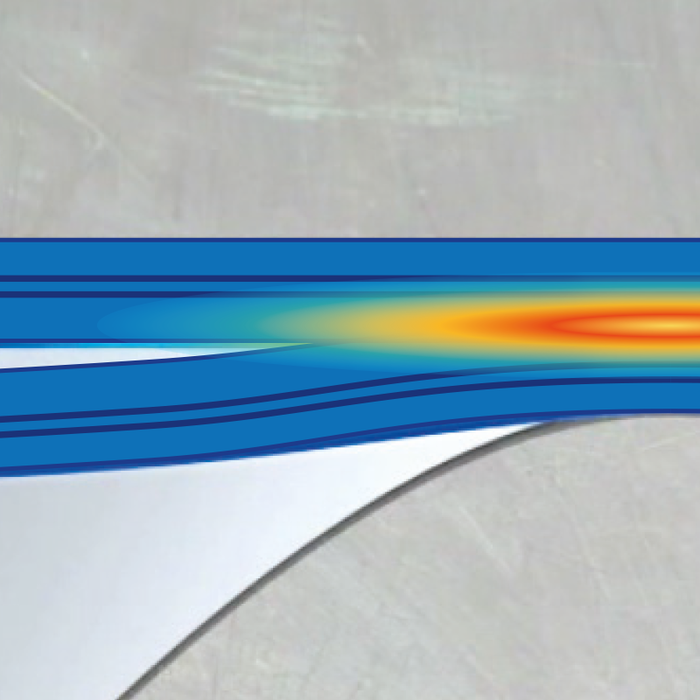
Soldar es cada vez más importante en la industria de empaquetado. Es la manera de unir embalajes y envases flexibles (por ejemplo: láminas) o con una forma estable (por ejemplo: envases de cartón). El sellado por ultrasonido es un modo especial de soldar. En este sellado, el calor se genera solo dentro de los materiales que se van a soldar. De este modo el contenido del envase se expone muy poco a la carga del calor. Además, los yunques concentran la energía por lo que se generan costuras estrechas y estancas. Así se ahorra energía, material de embalaje y, por tanto, se logra un sellado que respeta el medio ambiente.





Especialmente idóneo para soldar láminas
El sellado por ultrasonido es útil, sobre todo, para el embalaje con lámina. Se reduce la cantidad de restos de producto en la zona de la costura de soldadura. Se confeccionan costuras 100 % estancas. Gracias a la escasa carga térmica, la lámina no se contrae, lo que es importante para que tenga un buen aspecto.
Tecnología de sellado por ultrasonidos para la tecnología de empaquetado
Obtener envases herméticos con alta velocidad de proceso, incluso en áreas de sellado contaminadas: esa es la misión de la tecnología de sellado de Herrmann Ultrasonido. Las herramientas de ultrasonido están listas para funcionar inmediatamente después de encender la máquina de empaquetado. Gracias a tiempos breves de sellado y herramientas frías, el material de empaquetado y el producto se procesan de forma especialmente cuidadosa. Herrmann Ultrasonido ofrece soluciones para distintas formas y aplicaciones de empaquetado, las cuales se pueden integrar rápida y fácilmente en instalaciones de empaquetado tanto nuevas como ya existentes.
