Saldatura a ultrasuoni di materiali plastici
La saldatura a ultrasuoni produce unioni resistenti tra materiali dello stesso tipo o di tipo diverso. È particolarmente adatta alla saldatura di materiali termoplastici. Nella saldatura a ultrasuoni di materiali plastici vengono impiegate onde ultrasoniche di frequenza compresa tra 20 e 70 kHz. Con un’ampiezza di 5 – 50 μ m, le vibrazioni vengono trasmesse all’interno del pezzo tramite i sonotrodi. Si sviluppa un calore da attrito che provoca la fusione dei materiali plastici, che mediante l’applicazione di pressione possono così essere saldati.
Per poter saldare in modo preciso con gli ultrasuoni, l’energia delle onde sonore deve essere focalizzata. Ciò avviene tramite una speciale geometria degli utensili (sonotrodi e incudini) o del materiale plastico stesso (geometria del giunto). Punte o spigoli in corrispondenza della giunzione possono focalizzare l’energia e vengono pertanto chiamati direttori dell’energia (in breve: ERG).
Vantaggi della saldatura a ultrasuoni di materiali plastici
Il procedimento di saldatura a ultrasuoni offre una serie di vantaggi, tra i quali:
- Risparmio di tempo: la saldatura dei materiali plastici è questione di frazioni di secondo. Nella saldatura a ultrasuoni i tempi di avvio e di attesa per il riscaldamento e il raffreddamento degli utensili vengono a mancare.
- Qualità uniforme: una tecnica di regolazione precisa consente di ottenere risultati sempre esatti e riproducibili.
- Riduzione dei costi e rispetto dell’ambiente: non sono necessari ausili supplementari quali le colle, e il consumo di energia è ridotto.
I pezzi sono modellati a forma di gradini con direttori dell’energia. Le onde ultrasoniche provocano la fusione in corrispondenza dei direttori dell’energia e con l’applicazione di pressione i pezzi vengono uniti in modo esteticamente perfetto, estremamente robusto e parzialmente ermetico.
- Facile produzione della giunzione
- “Effetto Tetris” (autocentraggio dei pezzi)
Il pezzo inferiore presenta una scanalatura (la cosiddetta “femmina”). Il pezzo superiore ha invece ha una protuberanza, il “maschio”, che si adatta perfettamente alla femmina. Il direttore dell’energia del maschio focalizza l’energia, questa produce la fusione e con l’applicazione di pressione i due pezzi vengono uniti. È fondamentale che la femmina abbia pareti molto spesse.
- Massima resistenza
- Giunzione precisa
Il processo di fusione ha inizio in corrispondenza dei direttori dell’energia. Quindi il pezzo superiore viene spinto verso il basso lungo la parete verticale del materiale inferiore con una pressione controllata. Il calore che ne deriva determina la giunzione dei due materiali.
- Perfetta giunzione di materiali plastici semicristallini (le catene molecolari dei materiali sono disposte in maniera ordinata)
- Saldatura ermetica e resistente
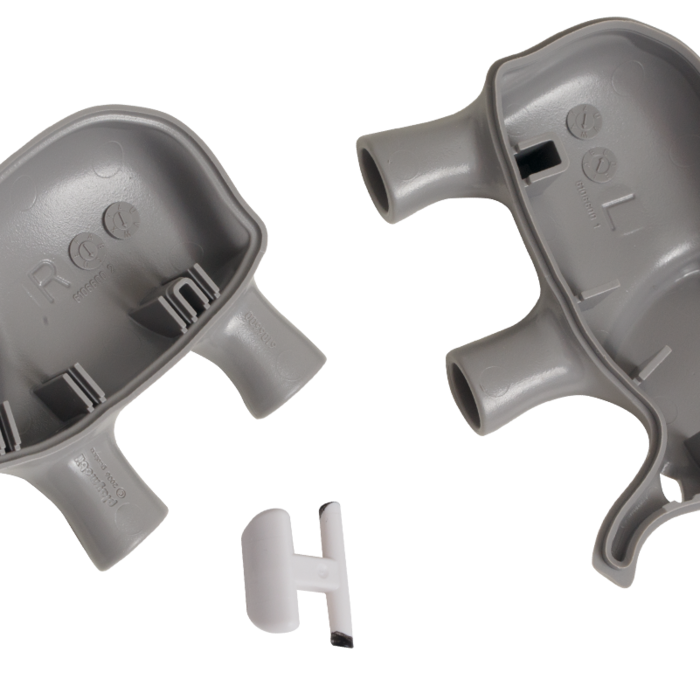
Grazie alla rivettatura i materiali plastici possono essere uniti a materiali metallici o non saldabili. I perni di rivettatura vengono modellati nel materiale plastico in modo da essere in grado di fissare il materiale sovrapposto al materiale plastico.
- Giunzione di materiali di tipo diverso
- Elementi di unione aggiuntivi non necessari
- Rapidità e pulizia
Il pezzo inferiore presenta un intaglio nel quale le pareti convergono in un punto. Il pezzo superiore viene centrato sopra di esso. Mediante gli ultrasuoni e la pressione applicata, il direttore dell’energia fonde e si adatta alla forma dell’intaglio, consentendo l’unione dei due materiali plastici.
- Unione di pezzi con pareti sottili
- Giunzione precisa grazie al centraggio
Viene utilizzata come alternativa alla rivettatura quando non è possibile stampare i pezzi con i necessari perni di rivettatura. Per questa ragione, il sonotrodo presenta una “rientranza”: la sua superficie frontale è conformata in modo speciale per poter deformare il pezzo in materiale plastico perché possa fissare il secondo materiale.
- Direttori dell’energia non necessari
- Giunzione di materiali di tipo diverso
- Possibilità di rimodellazione di pezzi di grandi formati
I pezzi sono posizionati in piano uno sopra l’altro senza particolare geometria del giunto. La punta del sonotrodo penetra attraverso il pezzo superiore fino al pezzo inferiore. Qui il materiale plastico fonde, si raccoglie parzialmente nella linea di separazione tra i materiali e produce una saldatura a punti.
- Direttori dell’energia non necessari
- Giunzione precisa
- Facile, rapida e con accoppiamento geometrico






