Soldagem por ultrassom de plásticos
A soldagem por ultrassom estabelece uma ligação firme entre materiais iguais e diferentes. É mais adequada para a soldagem de termoplásticos. Na soldagem por ultrassom de plásticos são utilizadas ondas ultrassônicas com frequências de 20 – 70 kHz. Com uma amplitude de 5 – 50 μm, as vibrações são introduzidas no componente pelos sonotrodos. É produzido calor de fricção que causa a fusão. Sob pressão adicional, os plásticos podem ser unidos.
Para poder soldar com precisão exata usando ultrassom, a energia das ondas de som deve ser focalizada. Isto é feito através da geometria das ferramentas (sonotrodos e bigornas) ou do próprio plástico (perfil da soldadura). Pontas ou arestas na união podem focalizar a energia e são, portanto, chamadas de direcionadores da energia (abreviado: ERG).
Vantagens da soldagem por ultrassom de plásticos
O processo de soldagem por ultrassom oferece uma série de vantagens. As mais importantes são:
- Economia de tempo: Os plásticos são soldados juntos em uma fração de segundo. Os tempos de início e espera para aquecimento e resfriamento das ferramentas são eliminados com a soldagem por ultrassom.
- Qualidade consistente: A técnica de regulagem precisa garante resultados precisos e reprodutíveis.
- Econômica em termos de custo e não poluente: Não é necessário nenhum meio auxiliar como adesivo e utiliza pouca energia.
Os componentes são concebidos como passos com direcionadores da energia. As ondas ultrassônicas causam a fusão nos direcionadores da energia e, sob pressão adicional, os componentes são unidos de forma visualmente atraente, com alta resistência e estanque.
- Produção simples da união
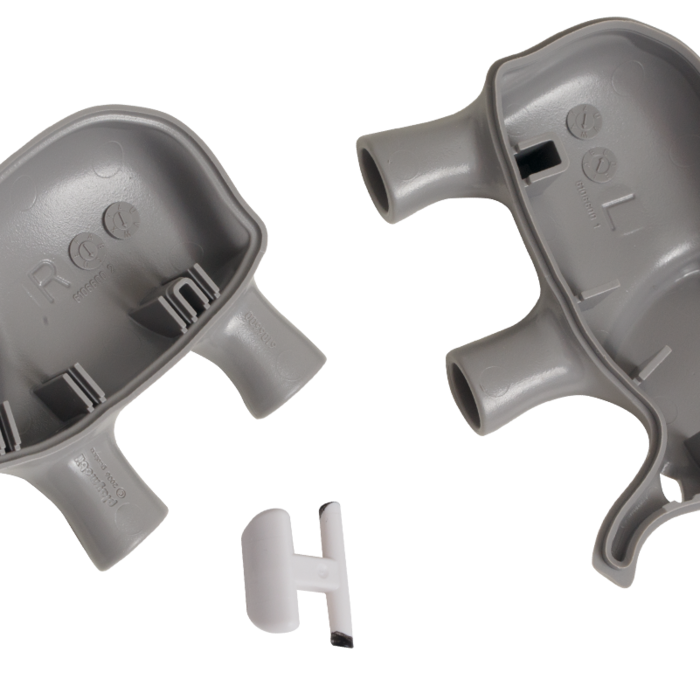
- "Efeito Tetris" (autocentralização do componente)
O componente inferior possui uma folga (chamada ranhura). O componente superior é uma mola que se encaixa perfeitamente na ranhura. O direcionador da energia da mola focaliza a energia, a fusão ocorre e os componentes são unidos por pressão adicional. Uma grande espessura da parede na ranhura é essencial.
- A mais alta resistência
- Ligação precisa
O processo de fusão começa nos direcionadores da energia. Em seguida, o componente superior é empurrado para baixo na parede vertical do plástico inferior por pressão controlada. O calor resultante une os dois materiais.
- Junção perfeita de plásticos semicristalinos (as cadeias de moléculas nos materiais são regularmente organizadas)
- Estanque e firme
O componente inferior tem um entalhe, onde as paredes convergem para um ponto. O componente superior é colocado no centro. Através de ultrassom e pressão adicional, o direcionador da energia funde e se adapta ao entalhe. É assim que os dois plásticos podem ser unidos.
- Junção de componentes com paredes finas
- União precisa através de centralização
Utilizada como alternativa à rebitagem quando os pinos de rebite não podem ser injetados sobre o componente. É por isso que o sonotrodo "salta": Tem forma especial na superfície frontal e pode remodelar a peça de plástico para que o segundo material seja fixado.
- Nenhum direcionador da energia necessário
- Junção de diferentes materiais
- Formato grande possível
Os componentes ficam lisos uns sobre os outros sem nenhum perfil da soldadura especial. A ponta do sonotrodo penetra na placa inferior. Neste ponto o plástico funde, acumula-se parcialmente na junção de separação e origina uma ligação pontual.
- Nenhum direcionador da energia necessário
- Junção exata no ponto
- Simples, rápida e positiva



![[Translate to Brasilien - Portugiesisch:]](/fileadmin/_processed_/3/9/csm_MGl_613d6d6ccd.jpg "[Translate to Brasilien - Portugiesisch:]")


