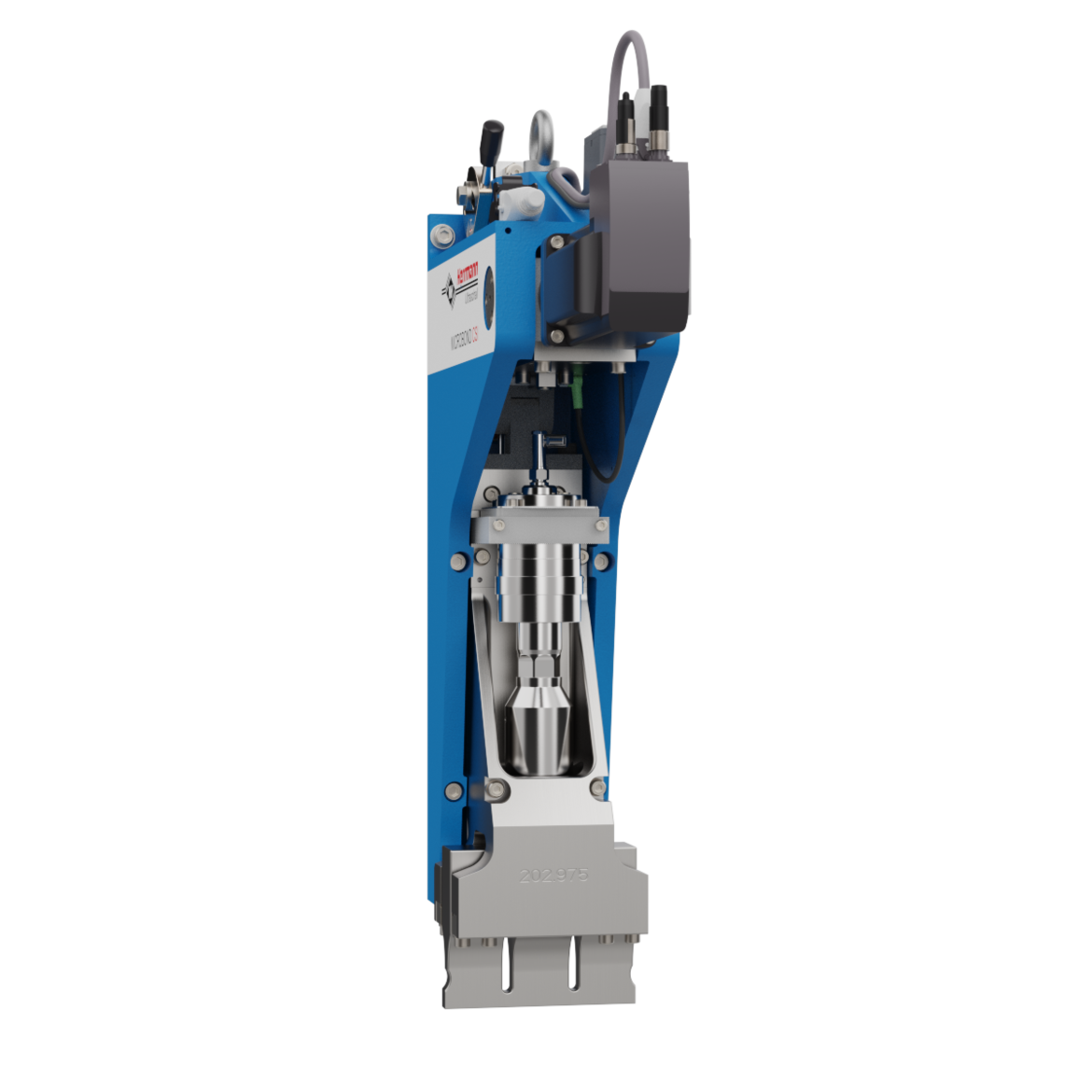
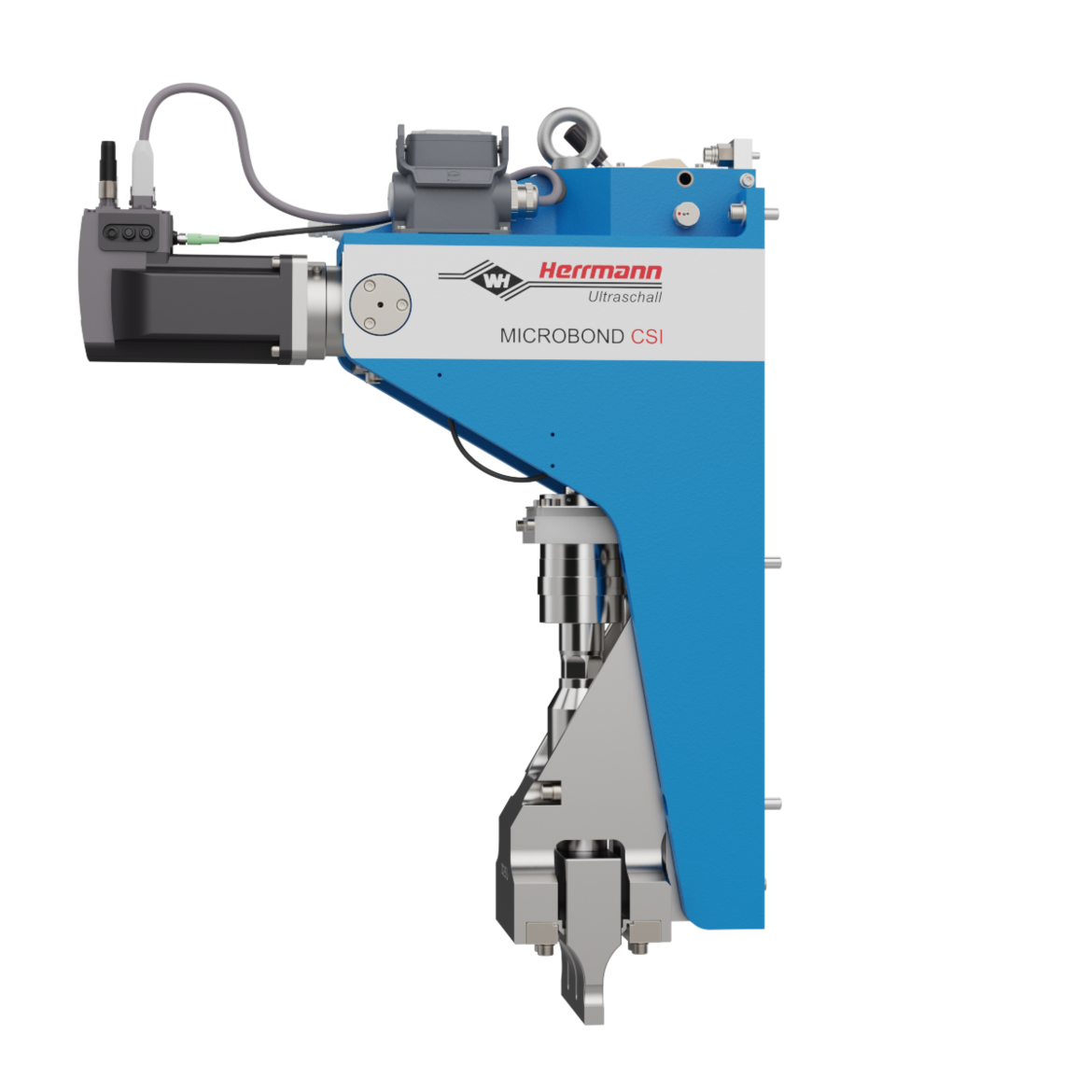
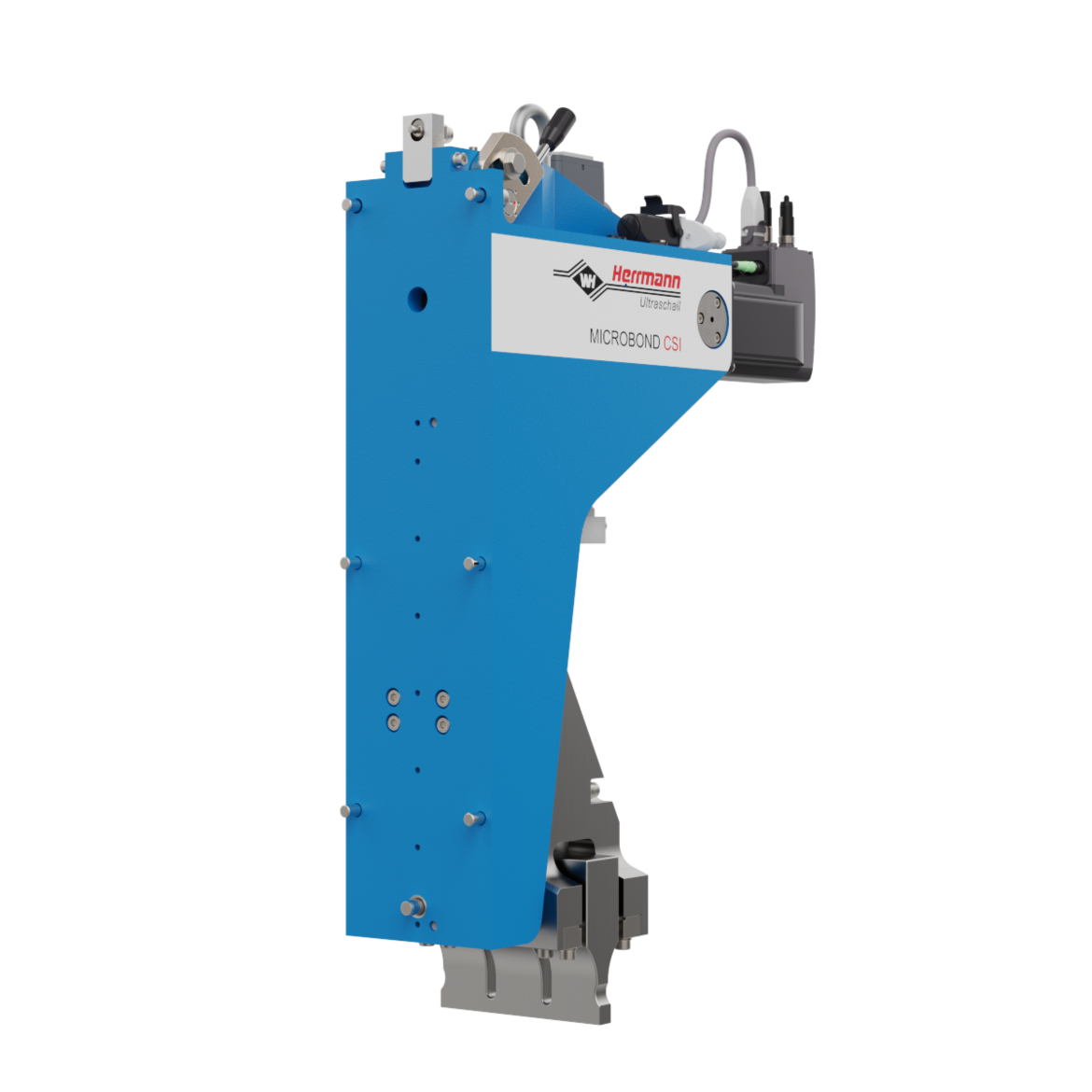
Sistema MICROBOND CSI
Il sistema MICROBOND CSI, costituito da unità di avanzamento, regolatore e generatore ad alte prestazioni, garantisce una qualità di saldatura uniforme. Un sistema meccanico affidabile e, al tempo stesso, estremamente preciso, consente la stabilizzazione del gap, grazie al sistema di controllo brevettato Microgap. Controllo e visualizzazione di questo processo di giunzione in continuo vengono effettuati dal regolatore MICROBOND. Grazie a un'ampiezza uniforme e a un'elevata potenza di erogazione di ultrasuoni in continuo, è possibile ottenere velocità di processo fino a 800 m/min.
- Frequenza di funzionamento a 20, 30 e 35 kHz
- Potenza del generatore di 600 – 4.800 W
- Forza di saldatura di 60 – 4.000 N










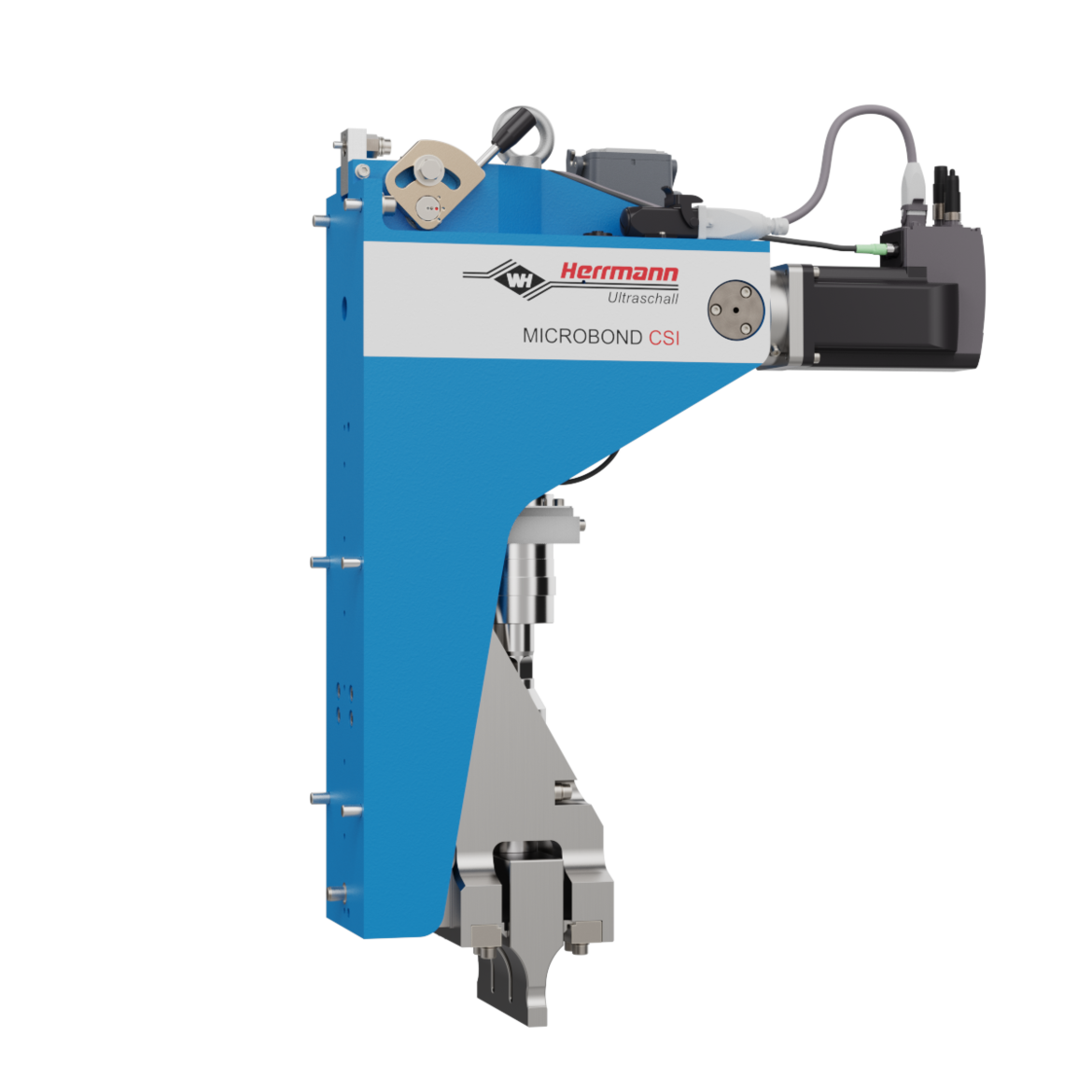


Le varianti CSI della linea di prodotti MICROBOND sono caratterizzate dalle opzioni di estensione modulare e consentono larghezze di lavoro di diversi metri. Grazie al supporto CSI rigido e alla geometria trapezoidale del sonotrodo, è possibile installare sonotrodi a una distanza minima l'uno dall'altro. Il risultato? Un prodotto finale omogeneo, senza interruzioni disturbanti.
- Nessuna necessità di spostamento del sonotrodo
- Controllo individuale delle singole unità di saldatura
- Larghezze di produzione espandibili
- Nessuna distorsione del materiale in foglio continuo
Herrmann Ultrasuoni si concentra sulla massima trasparenza nel processo di saldatura. Solo in questo modo è possibile comprendere, controllare e monitorare il processo di giunzione ultrasonica. La prevenzione di scarti inutili, la riduzione dei tempi di fermo e l'elevata disponibilità garantiscono un processo di produzione economico. Grazie al tablet MICROBOND Control mobile, è possibile monitorare, valutare e ottimizzare il processo direttamente presso la stazione di saldatura.
- Visualizzazione del processo con tutti i parametri di saldatura pertinenti
- Guida utente orientata ai processi e dall’utilizzo intuitivo
- Controllo di qualità in tempo reale
- Sicurezza del sistema per la protezione dell’operatore e della macchina
| MICROBOND CSI | 20 kHz |
|---|---|
| Potenza del generatore (potenza di picco max )[W] | fino a 4800 |
| Forza di saldatura min/max [N] | fino a 4000 |
| Incremento di controllo [µ] | 0,3 |
| Peso (incl. sonotrodo CSI) [kg] | 54 |
| Larghezze sonotrodo* [mm] | 85 / 100 / 161 / 200 / 240 / 270 |
Con MICROBOND Control è possibile comprendere, controllare e monitorare il processo di accoppiamento a ultrasuoni. La prevenzione di scarti inutili, la riduzione dei tempi di fermo e l'elevata disponibilità garantiscono un processo di produzione efficiente ed economico.
- Controllo visivo del processo
- Controllo della qualità in tempo reale
- Sicurezza del sistema
Grazie alla semplice connettività, a interfacce utente intelligenti e al pieno accesso dal computer centrale della linea di produzione, MICROBOND Control garantisce la facile integrazione in configurazioni di macchine nuove ed esistenti. I moduli di integrazione opzionali combinano componenti a ultrasuoni al controrullo rotante, dando luogo a un’unità robusta ed ergonomica.
Visualizzazione del processo
La visualizzazione grafica delle curve in funzione del tempo per tutte le variabili di processo, quali potenza, posizionamento, forza, ampiezza e frequenza, è utilizzata per documentare l’andamento continuo della saldatura e consente pertanto la facile valutazione del processo, ovvero la base per l’ottimizzazione rapida e mirata dei processi.
- Visualizzazione del processo di saldatura in continuo
- Grafici configurabili
Guida utente orientata ai processi
La guida utente orientata ai processi offre la navigazione intuitiva lungo tutto il processo di saldatura. I contenuti dei menu orientati alle attività garantiscono un’eccellente fruibilità, dalla configurazione al monitoraggio dei processi.
- Facilità d’uso ottimale e navigazione orientata ai processi
- Navigazione coerente all’interno dei menu, disponibile in oltre dodici lingue parlate nel mondo
Controllo della qualità in tempo reale
Per il monitoraggio del processo di saldatura, tutte le variabili di processo sono costantemente visualizzate e valutate. La possibilità di impostare limiti di processo personalizzati consente di individuare per tempo deviazioni non corrette di evitare la produzione di inutili scarti.
- Visualizzazione del processo in tempo reale con funzioni di avviso e di limitazione
- Collegamento in linea tramite modulo I/O ethernet per intervenire rapidamente nel processo e accedere a tutti i rilevanti parametri di processo
Sicurezza del sistema
Al fine di garantire la sicurezza delle persone e della macchina, il sistema MICROBOND è dotato di un certo numero di funzioni di sicurezza che aiutano a escludere potenziali rischi per la sicurezza e a evitare gli incidenti. Protezione affidabile per utensili e macchinari.
Protezione da lesioni alle persone
- Il sistema MICROBOND, con la sua CPU di sicurezza, è integrato nel circuito di sicurezza del sistema complessivo
- Per abilitare i movimenti di traslazione del sistema in modalità di configurazione è necessario premere l’interruttore a chiave e il tasto di conferma
Protezione da danni agli utensili
- L’unità di rilevamento del contatto metalli e la protezione extracorsa evitano il contratto tra il sonotrodo e il controrullo
- Il monitoraggio permanente della forza massima consentita e dei valori di potenza protegge il modulo MICROBOND dal sovraccarico meccanico
Generatori di ultrasuoni
Generatori di ultrasuoni in continuo per applicazioni in continuo - La tecnologia dei generatori di ultrasuoni digitali della linea ULTRABOND è destinata ai processi di saldatura in continuo con potenza continua fino a 8000 W. Un DSP (Digital Signal Processor) compensa le eventuali perturbazioni e assicura una produzione di ultrasuoni riproducibile con indice di utilizzazione al 100%. Il generatore di ultrasuoni digitale ULTRABOND è utilizzato con i sistemi MICROBOND e EASYBOND della Herrmann Ultrasuoni.
Maggiori informazioni sul supporto CSI
La saldatura in continuo di materiale in foglio continuo richiede il massimo livello di precisione. Anche le più piccole variazioni del gap tra il sonotrodo e il controrullo rotante pari a pochi µm fanno la differenza tra saldature buone o non conformi. Le influenze meccaniche come le forze di saldatura assiali e trasversali o l'espansione del materiale legata alla temperatura devono essere comprese e controllate nel dettaglio.
Questi fattori sono compensati dal supporto CSI brevettato, che garantisce che il sonotrodo venga direttamente fissato direttamente sul nodo di vibrazione (punto privo di vibrazione) per mezzo di un sistema meccanico dissociato. Questa tecnologia di supporto affidabile permette risultati di saldatura uniformi, anche nelle applicazioni caratterizzate da grandi aree di pressione di contatto o superfici di saldatura trasversali intermittenti.

I sistemi MICROBOND non solo offrono un’elevata sicurezza dei processi, ma assicurano anche una lunga vita utile su un funzionamento in produzione 24/7. Anche in caso di guasto, la guida utente intuitiva consente di identificare il guasto rapidamente e di evitare lunghi tempi di ripristino grazie a corrispondenti flussi di lavoro.
VOJISLAV, TECHNICAL ACCOUNT MANAGER

Tecnologia MICROBOND – estensibile a scelta
Le varianti CSI della linea di prodotti MICROBOND sono caratterizzate dalle opzioni di estensione modulare e consentono larghezze di lavoro di diversi metri senza alcun problema. Grazie al supporto CSI rigido e alla geometria trapezoidale del sonotrodo, è possibile installare sonotrodi a una distanza minima l'uno dall'altro. Il risultato? Un prodotto finale omogeneo, senza interruzioni disturbanti.
- Nessuna necessità di spostamento del sonotrodo
- Controllo individuale delle singole unità di saldatura
- Compensazione della deflessione del controllo
- Nessuna distorsione del materiale in foglio continuo
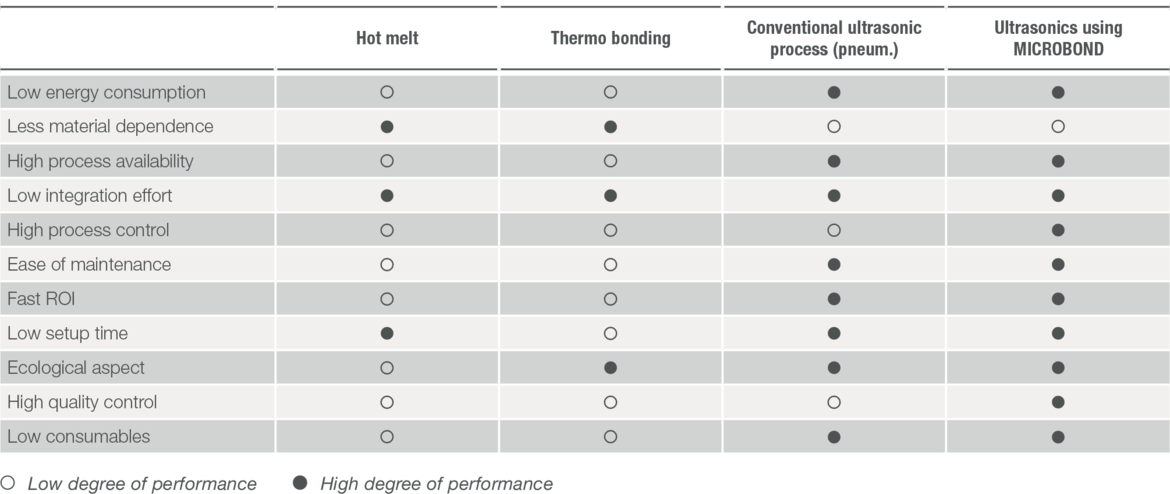
Un confronto equo
Rispetto ai metodi di accoppiamento convenzionali, la saldatura a ultrasuoni con l’uso della tecnologia MICROBOND offre un’opzione estremamente efficiente ed economica di accoppiare i materiali tra loro. Nella scelta del processo di giunzione più adatto, i costi di investimento non devono essere l’unico fattore decisionale. Un approccio globale al problema comporta la considerazione di vari aspetti.




![[Translate to Italien - Italienisch:]](/fileadmin/_processed_/6/f/csm_TEi_7f015ae83d.jpg "[Translate to Italien - Italienisch:]")


