

")

Solución técnica
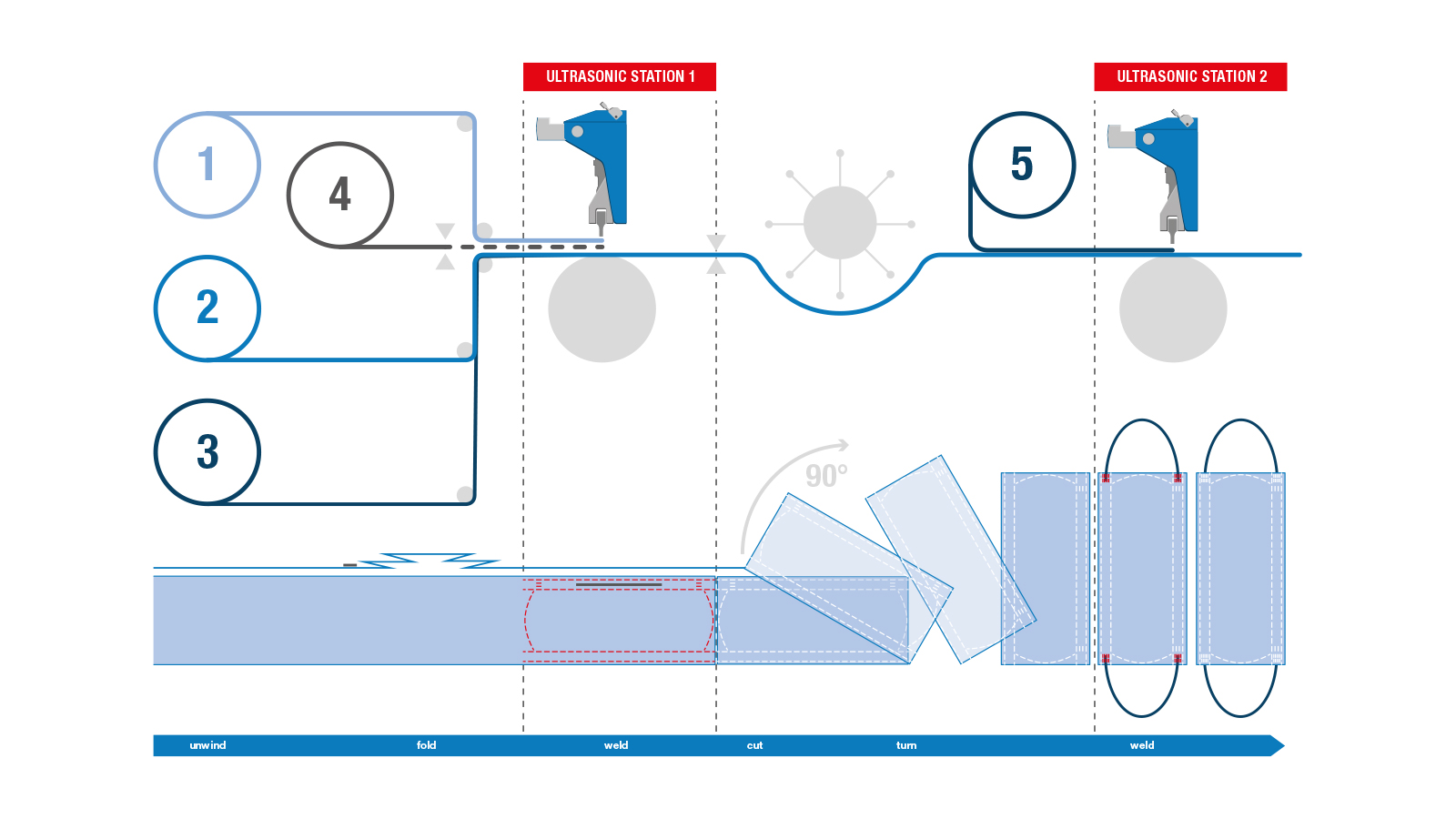
Para obtener volúmenes grandes, el producto se fabrica en un sistema de alta velocidad con dos estaciones de ultrasonido.
- En la primera estación, el material se pliega y ribetea, lo cual incluye la unión continua del clip nasal y de la fijación del plisado.
- En la segunda estación, después de cortar y girar la pieza 90°, los hilos elásticos o cintas se sueldan de forma intermitente.
Opciones de configuración
El sistema MICROBOND CSI con diferentes sonotrodos y yunques grabados se emplea en líneas continuas de alta velocidad. La soldadura se lleva a cabo en dos estaciones de ultrasonido. La tecnología patentada MicrogapControl garantiza la calidad continua y reproducible de las uniones y permite conseguir tasas de producción de hasta 1000 artículos por minuto.
Para fabricar cantidades pequeñas, en vez del sistema MICROBOND CSI puede usarse un sistema de cambio rápido de componentes individuales. También puede emplearse una máquina de soldadura HiQ DIALOG integrada en una línea o como estación de trabajo de soldadura intermitente.
Principio de funcionamiento de la máquina
-
Rollos de material 1, 2 y 3: Se desenvuelven tres capas de material no tejido (2 capas protectoras y 1 capa de filtro); también es posible incluir más capas.
-
Rollo de material 4: El material del clip nasal (plástico o alambre) se corta y alimenta entre el material no tejido.
-
Estación de ultrasonido 1: Plegado, fijación y soldadura de las costuras longitudinales (incluido el material del clip nasal ya insertado) además de la soldadura de las costuras de cierre lateral; luego, la mascarilla se corta y se gira 90°.
-
Rollo de material 5: Se alimenta el material elástico de los bucles para las orejas.
-
Estación de ultrasonido 2: Soldadura de los hilos elásticos o cintas en la mascarilla; luego, la mascarilla se apila y se empaqueta.
Solución técnica
Para obtener volúmenes grandes, el producto se fabrica en un sistema de alta velocidad con tres estaciones de ultrasonido.
- En la primera estación se unen las capas y se suelda el clip nasal.
- En la segunda estación se fijan las bandas elásticas.
- Después de plegar la mascarilla, las costuras de cierre lateral se sueldan en la tercera estación de ultrasonido
Opciones de configuración
El sistema MICROBOND CSI con diferentes sonotrodos y yunques grabados se emplea en líneas continuas de alta velocidad. La soldadura se lleva a cabo en tres estaciones de ultrasonido. La tecnología patentada MicrogapControl garantiza la calidad continua y reproducible de las uniones y permite conseguir tasas de producción de hasta 500 mascarillas por minuto.
Para fabricar cantidades pequeñas, en vez del sistema MICROBOND CSI puede usarse un sistema de cambio rápido de componentes individuales. También puede emplearse una máquina de soldadura HiQ DIALOG integrada en una línea o como estación de trabajo de soldadura intermitente.
Principio de funcionamiento de la máquina
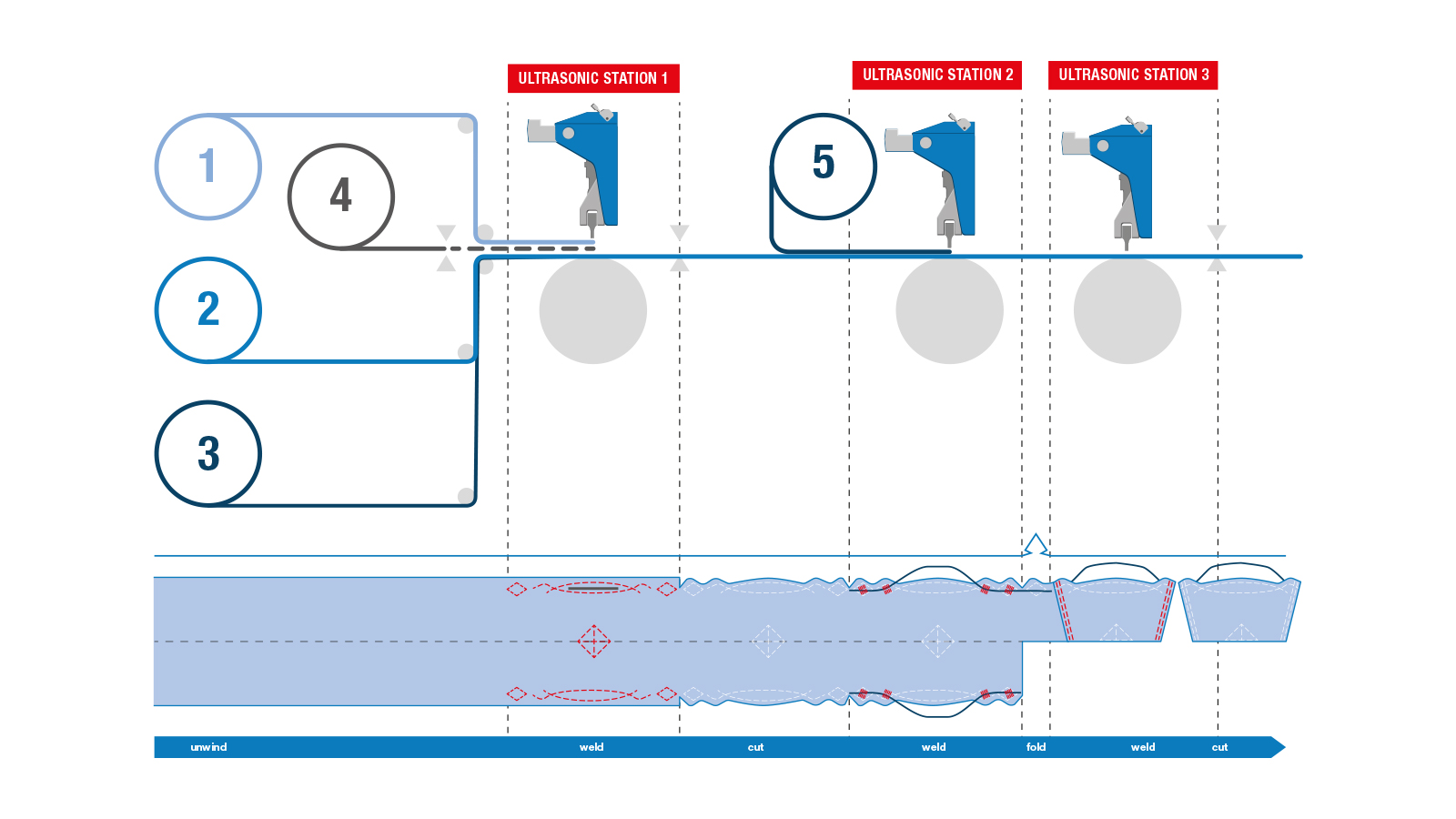
- Rollos de material 1, 2 y 3: Se desenvuelven tres capas de material no tejido; la integración de la capa producida mediante moldeo por inyección determina la categoría de filtración conforme a la norma correspondiente; también es posible incluir más capas.
- Rollo de material 4: El material del clip nasal (plástico o alambre) se desenvuelve, se corta y se inserta en las capas de material no tejido.
- Estación de ultrasonido 1: Soldadura longitudinal de las capas (en las que ya está insertado el material del clip nasal) y del pliegue medio (pico de pato).
- Rollo de material 5: Se corta y alimenta el material elástico de los bucles para las orejas.
- Estación de ultrasonido 2: Soldadura de los hilos elásticos o cintas en la mascarilla; plegado de la mascarilla para la última etapa de soldadura.
- Estación de ultrasonido 3: Soldadura de las costuras de cierre lateral; después, la mascarilla se apila y empaqueta.
Solución técnica
El ámbito de suministro para los sistemas automatizados consta de un sistema de cambio rápido con componentes individuales o un sistema VE SLIMLINE.