

")

Solution technique
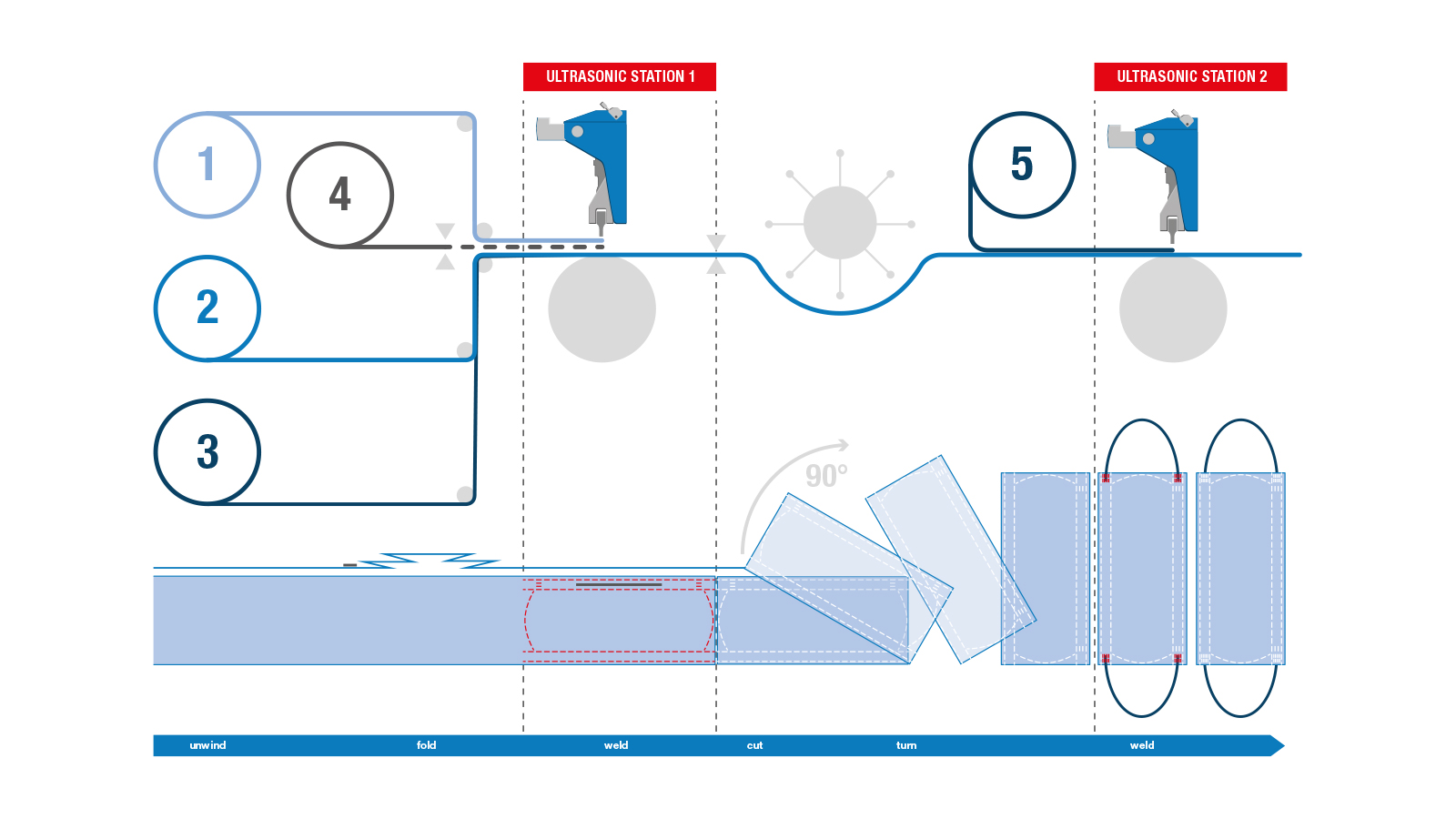
La production en grands volumes s’effectue sur un système à grande vitesse, composé de deux stations ultrasons :
- Dans la première station, le pli et la bordure, y compris la barrette nasale ainsi que la fixation des plis, sont soudés en continu.
- Dans la seconde station, après découpe et rotation à 90°, les élastiques ou bandes à nouer sont soudés par intermittence.
Options de configuration
Le système MICROBOND CSI intervient avec différentes sonotrodes et enclumes d’impression dans les lignes continues à haute vitesse. Le soudage est réalisé dans deux stations ultrasons. La technologie MicrogapControl brevetée garantit une qualité d’assemblage reproductible et continue, et permet de produire jusqu’à 1000 masques par minute.
Pour les petites quantités, un système de changement rapide, composé de composants individuels, peut être utilisé en remplacement du système MICROBOND CSI. Il est également possible d’utiliser une machine à souder HiQ DIALOG intégrée dans une ligne ou sous forme de poste de travail pour un soudage intermittent.
Principe de fonctionnement de la machine
-
Rouleaux de matière 1,2,3 : trois couches de non-tissé sont déroulées (2 couches de protection et 1 couche de filtration) ; d’autres couches supplémentaires sont possibles
-
Rouleau de matière 4 : le matériau de la barrette nasale (plastique ou fil de fer) est découpé et inséré dans les couches de non-tissé
-
Station ultrasons 1 : pliage, fixation et soudage des coutures longitudinales (y compris le matériau de barrette nasale inséré) ainsi que soudage des coutures latérales ; le masque est ensuite découpé et pivoté à 90°.
-
Rouleau de matière 5 : la matière élastique pour la fixation auriculaire est acheminée
-
Station ultrasons 2 : les élastiques ou bandes sont soudés sur le masque ; le masque est ensuite empilé et emballé
Solution technique
La production en grands volumes est réalisée sur un système à grande vitesse, composé de trois stations ultrasons :
- Dans la première station, les couches sont assemblées et la barrette nasale est soudée à l’intérieur
- Dans la deuxième station, les bandes élastiques sont fixées
- Dans la troisième station ultrasons, les coutures latérales sont soudées après pliage
Options de configuration
Le système MICROBOND CSI intervient avec différentes sonotrodes et enclumes d’impression dans les lignes continues à haute vitesse. Le soudage est réalisé dans trois stations ultrasons. La technologie MicrogapControl brevetée garantit une qualité d’assemblage reproductible et continue, et permet de produire jusqu’à 500 masques par minute.
Pour les petites quantités, un système de changement rapide, composé de composants individuels, peut être utilisé en remplacement du système MICROBOND CSI. Il est également possible d’utiliser une machine à souder HiQ DIALOG intégrée dans une ligne ou sous forme de poste de travail pour un soudage intermittent.
Principe de fonctionnement de la machine
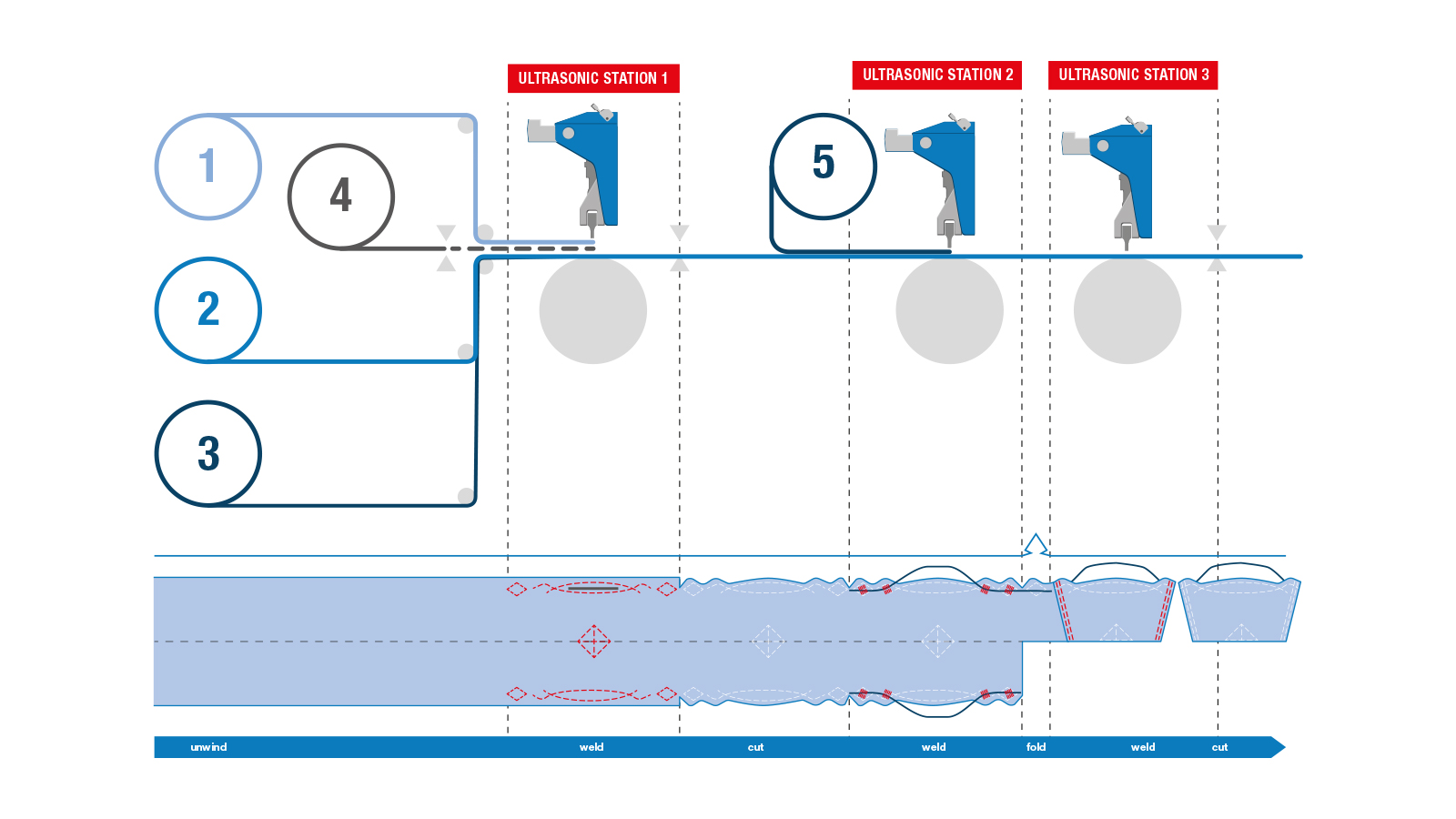
- Rouleaux de matière 1,2,3 : trois couches de non-tissé sont déroulées ; la couche intermédiaire détermine la norme de filtration ; d’autres couches supplémentaires sont possibles
- Rouleau de matière 4 : le matériau de la barrette nasale (plastique ou fil de fer) est déroulé, découpé et inséré dans les couches de non-tissé
- Station ultrasons 1 : les couches sont soudées dans le sens longitudinal (y compris le matériau de barrette nasale inséré) tout comme le pli central (bec de canard)
- Rouleau de matière 5 : la matière élastique pour la fixation auriculaire est découpée et acheminée
- Station ultrasons 2 : les élastiques ou bandes sont soudés sur le masque ; le masque est plié pour la dernière étape de soudage
- Station ultrasons 3 : les bords sont soudés ; le masque est ensuite empilé et emballé
Solution technique
L’offre pour les systèmes automatisés comprend un système de changement rapide avec des composants individuels ou un système VE SLIMLINE.