Qu’appelle-t-on « ultrasons » ?
Du gazouillis des oiseaux aux sonorités qui font voler le verre en éclats, le son va bien au-delà de ce que nos oreilles peuvent percevoir. Il est le fruit de la vibration mécanique de corps. Lorsqu’une corde de guitare est par exemple pincée, sa vibration entraîne des variations de pression et de densité dans l’air qui, depuis la source sonore, se propagent dans toutes les directions sous la forme d’ondes. Ce principe ne fonctionne pas uniquement dans l’air, mais dans tout milieu élastique, autrement dit dans les gaz, les fluides et les corps solides.
Les ultrasons font partie des sons que l’être humain ne peut pas entendre. Ses ondes sonores à haute fréquence interviennent dans l’industrie et la médecine sans faire de bruits.
Les ondes sonores sont classées selon leur fréquence (quantité d’ondes par seconde) . Les ultrasons p. ex. vont de 20 kHz à 1 GHz. Le soudage par ultrasons implique des fréquences comprises entre 20 et 70 kHz. Ces ultrasons sont tout juste perceptibles par l’oreille humaine dans la plage la plus basse. En effet, le son audible s’étend uniquement de 16 Hz à 20 kHz. Les sons au-delà de cette plage sont au mieux perçus sous forme de vibrations.
Comment le soudage par ultrasons fonctionne-t-il ?
Lorsque des ultrasons atteignent un matériau (p. ex. un plastique), les chaînes moléculaires à l’intérieur de ce matériau entrent en vibration. Les molécules commencent à se mouvoir et à se frotter les unes aux autres. De l’énergie est générée (on parle de « chaleur de frottement »). Dans les matières thermoplastiques, ce phénomène se traduit par un début de fusion. Le soudage par ultrasons tire parti de ce principe. Après un temps de maintien sous pression supplémentaire de courte durée, différents matériaux (pièces) peuvent être soudés au niveau moléculaire dans la zone d’assemblage.
Avantages
Le soudage par ultrasons offre toute une série d’avantages par rapport aux méthodes d’assemblage traditionnelles telles que le collage ou le soudage au chalumeau :
- Ultra-rapide : en quelques fractions de seconde seulement, les matériaux sont fondus et assemblés.
- Haute qualité constante : un mécanisme de réglage précis garantit des résultats reproductibles, exacts et esthétiques.
- Flexible : adaptable à différents matériaux, formes et processus.
- Écologique : le soudage par ultrasons est une méthode propre et économe en énergie qui ne produit aucun déchet.
- Rentable : des temps de processus courts, une faible consommation d’énergie, aucun outil supplémentaire tel que des vis, de la colle, etc.
Le système de soudage par ultrasons
L’ensemble du système de soudage par ultrasons comprend différents composants. Les composants actifs génèrent le son, le diffuse et l’introduit dans les pièces à souder. Les composants passifs absorbent les forces disponibles, maintiennent les pièces à souder en position et soutiennent la soudure (endroit auquel les pièces sont assemblées).

Le principe de la concentration d’énergie
Afin de mettre les pièces en fusion avec une grande précision, l’énergie de vibration doit être focalisée sur un point. On parle alors de concentration d’énergie. C’est en ce point précis que le dégagement de chaleur est le plus intense et que se produit la fusion, pour une procédure de soudage définie à faible consommation d’énergie.
Types de concentration d’énergie
Tout est question de forme : afin de focaliser l’énergie de vibration au bon endroit, la géométrie des pièces à souder ou des outils doit être conçue en conséquence. En cas de concentration intégrée aux pièces, les directeurs d’énergie (ERG en abrégé) sur les matériaux concentrent eux-mêmes l’énergie. En cas de concentration dépendant de la géométrie des outils, les outils présentent une forme spéciale.
Conception de la zone de soudure

Dans la conception de la zone de soudure, l’énergie est concentrée à travers la forme des pièces. Ici, la zone dans laquelle les deux pièces doivent être assemblées présente une forme spéciale. La plupart du temps, cette zone arbore une pointe ou une arête. C’est précisément là qu’a lieu la concentration d’énergie, raison pour laquelle on appelle ce point « directeur d’énergie » (ERG en abrégé).
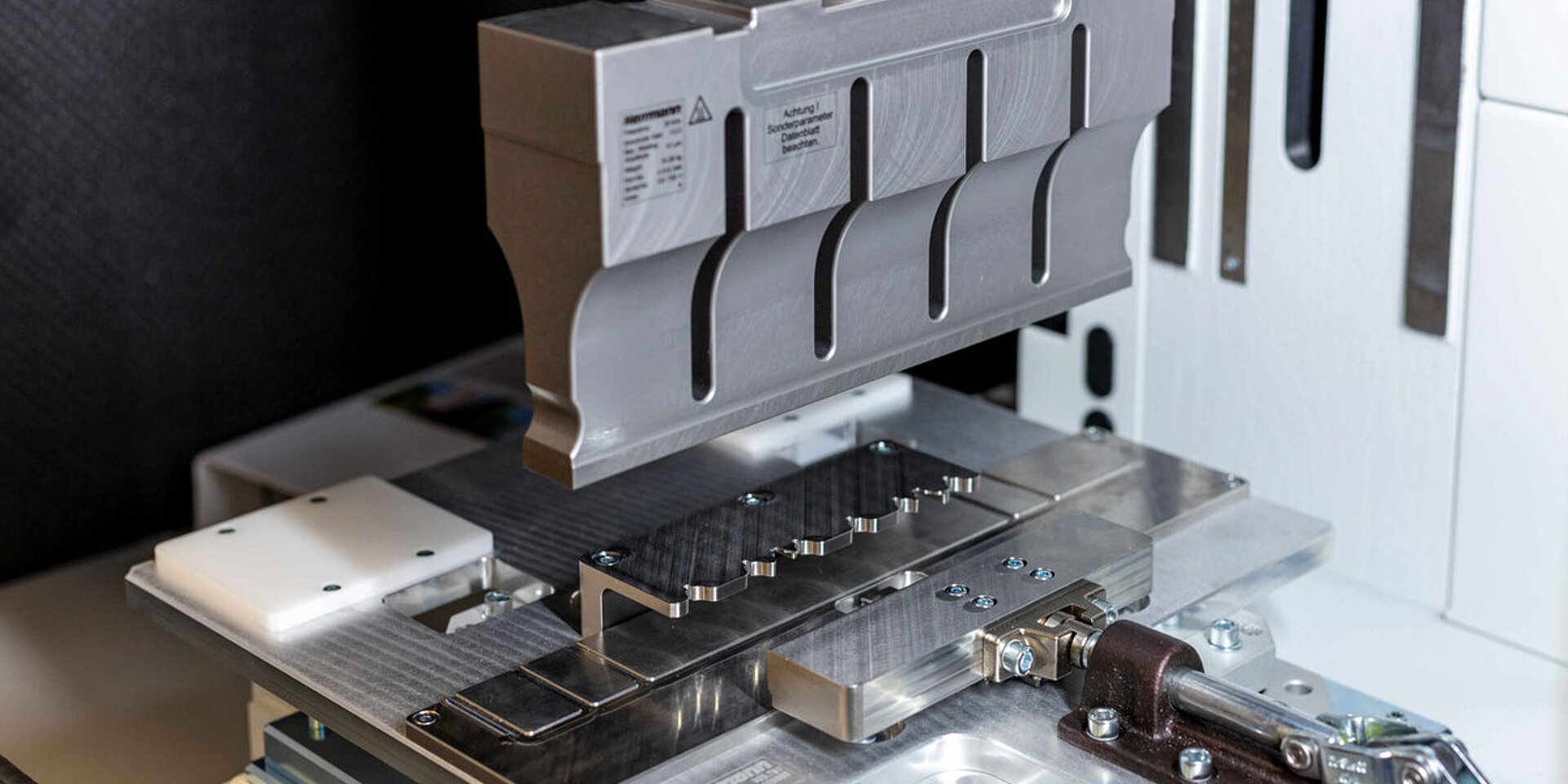
Conception de sonotrode

L’énergie peut être focalisée également à travers l’outillage de soudage. Le contour de la sonotrode sert alors d’aide à la fusion. L’énergie se concentre sur sa pointe, qui sera alors le point le plus chaud. Ce type de concentration d’énergie est utilisé p. ex. dans le rivetage par ultrasons.
Structures d’enclume

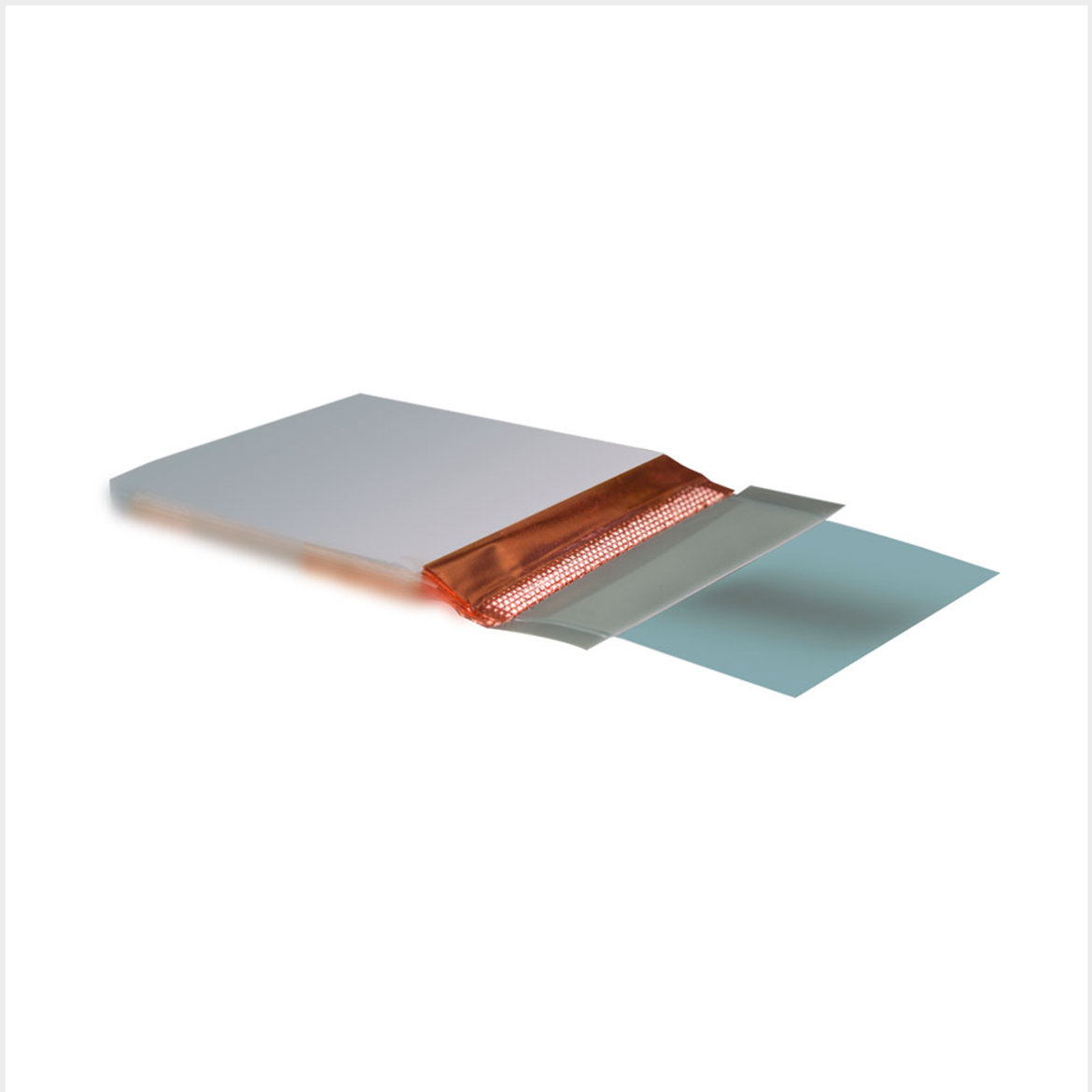
Là aussi, la forme de l’outillage joue un rôle déterminant. L’enclume présente des structures en relief. Ces structures établissent des points de contact avec les pièces. L’énergie est focalisée en ces points, provoquant ainsi la fusion. Ce procédé est utilisé avant tout pour les matières en rouleaux, telles que les films et les non-tissés, ou les cartonages.
Les principaux paramètres du processus de soudage par ultrasons
Étanche, solide et esthétique : afin d’obtenir la soudure parfaite, l’outillage de soudage, le matériau et le processus de soudage doivent être parfaitement coordonnés. Tout est question de réglage : des paramètres de processus adaptés sont essentiels pour obtenir des résultats optimaux et reproductibles.
Le point d’accostage définit le démarrage de la procédure de soudage : la sonotrode appuie sur la pièce avec la force dite d’accostage. Dès lors que celle-ci ne s’affaisse plus que très légèrement dans un certain laps de temps, les ultrasons sont déclenchés et la force d’accostage se transforme en force de soudage. Ainsi le point de départ du soudage reste toujours le même et la qualité des résultats, constamment élevée.
Afin d’obtenir des soudures uniformes et étanches, le son doit être introduit dans la pièce avec force. Le niveau de la force nécessaire dépend de la puissance, de la surface d’assemblage et de la taille des pièces.
Assemblage en un clin d’œil : une fois le point d’accostage atteint et les ultrasons émis, la procédure de soudage à proprement parler ne dure que quelques fractions de seconde seulement. Le temps de soudage se termine dès lors qu’un critère de coupure prédéfini est atteint.
Une fois le temps de soudage terminé, les pièces sont maintenues sous pression pendant un court instant. Elles peuvent ainsi se refroidir et se solidifier de manière uniforme. Étant donné que l’outillage de soudage ne chauffe à aucun moment durant la procédure, celui-ci favorise également le processus de refroidissement.
Quels sont les matériaux soudables par ultrasons ?
De manière générale, les ultrasons peuvent souder la plupart des matières thermoplastiques (plastiques malléables sous la chaleur). En principe, plus le matériau est dur, mieux c’est. Outre les plastiques, différents métaux non ferreux tels que l’aluminium, le nickel, le laiton et le cuivre sont adaptés à un soudage par ultrasons.